The history and the techniques of the spinning of gold thread
1998

Note on the translation: I wish to stress that the information abstracted relates mainly to the practical aspects of making gold thread for weaving and embroidery. Sofus Larsen obtained his information through contemporaneous Italian and French sources. Some of his conclusions related to other evidence may need revision in the light of present-day research. Karen Finch.
Note on this presentation: The references have been expanded and updated, 2018, by Philip Sykas, with links to digitised versions where available. See footnotes.
- Part I. Sources of study: Literary evidence
- Part II. Spinning gold
- Part III. Types of gold thread
- Part IV. Origin of gold embroidery in the North
Parts I – II – and III of this work appeared in Aarbøger for Nordisk Oldkyndighed og Historie (Yearbooks of Nordic Antiquarianism and History), 1915. The revised versions and Part IV were prepared for this book.
In the medieval ballads, gold thread is usually referred to as spun gold. In the sixteenth century written sources described this type of gold as inse guld. Inse may be derived from the Anglo-Saxon yntse or yndse [meaning ounce]. The materials for spinning gold were believed to have come to Northern Europe via England. The German word unze came into use when gold thread in an already spun form was imported via Germany.
One source of information quoted by H.O. Hildebrandt in his history of the Swedish Middle Ages1 comes from a Swedish embroiderer named Lambertus employed by Hans Brask who was made Bishop of Linköping in 1524. In translation, the relevant extract reads as follows:
Insegold is the best among spun gold and the best of insegold is spun on red silk because it holds its colour. One Inse should weigh 2 Lods (Cologne weight) with that which is wound on reed weighing as much less as the weight of the reed. That which is spun on yellow silk soon loses its colour. Insegold sold in bundles or skeins weigh more. Insegold is gold laid on silver. Insegold and silver thread is priced at the same rate. Cyprian gold is laid on copper and always wound on reed whether spun on yellow or red silk and is often sold as insegold, but Cyprian gold is gold under and over.
This description would fit gilded and drawn wire but not beaten and cut lamella. It goes on:
Gold wound on reed tends to be coarser under than over. Fine thread is best (because of being longer). Cologne gold is not spun on silk but on other fibres and does not tolerate water. It is bought in bundles of a dozen. It is never wound on reed but always sold in long bundles. Cologne gold has under [it] a white membrane.
There is evidence that in Northern Europe thread spun with pure gold lamella was still made until well into the fifteenth century. A written description of the technique of making pure gold lamella for weaving and embroidery was eventually discovered in a Latin document of the eighth century, of late Longobardian origin, found in Lucca by L. A. Muratori.2 The gist of his translation goes as follows, beginning with the title:
How to Prepare a Goldleaf of a Consistency Fit to Make Gold Thread
Beat a long thin bar of gold and when it has been beaten out lengthways, fold it and beat the double thickness together. Do not beat on the fold. Open the gold and fold it in three layers, beating it again until it gets the desired size, measure it, even it out with a wooden mallet and then make the one piece into three leaves of three hands breadth in length. Trim with a pair of long thin very fine scissors. Next put the leaves on top of each other and stretch them with an iron hammer in this way the leaves shall be of the same size. Heat an oven with charcoal and put the leaves in until they are heated through. Throw water over them to make them lustrous and colour them with a solution of vinegar and dragantum [dragon’s blood].3 Use a feather to distribute the solution between the leaves. Wash in clean water and separate the leaves for drying. Rub them when dry with goats hair and cut into strips. 12 strips for embroidery should be equal in weight to 15 strips for weaving.
Strips or lamellae such as these are referred to in the 1295 Papal inventory of Pope Bonifacius VIII4 as Aurum Platium,5 and are without doubt the same kind as was used to make the spun gold thread names as Aurum Filatum, which in medieval French sources is often referred to as or battu. Pure gold lamella spun onto a core of yellow silk for embroidery and weaving played a sizeable role in the medieval Italian export trade.
For more than 500 years, from the beginning of the 13th century until well into the sixteenth century, the Italian towns, especially Lucca and Milan had supplied both their own silk manufacture and a great part of Western Europe with gilded threads without much hindrance from any Eastern productions. That they were successful for so long was owed to the well-trained labour force of these towns. The skill needed for spinning had come out of long practice, but it was the preparations prior to spinning that determined the quality of the lamella and, in due course, the thread.
The techniques of the preparation of gilded lamella are briefly described in the Pirotechnia of 1540 by Vanoccio Biringuccio6 and in the Essay des Merveilles de Nature of 1632 by Etienne Binet.7 First the gold and the silver to be used had to be refined to perfection, and the silver made into a narrow bar ready for gilding on one side only. The preparations had to follow specific rules to ensure that the gilding would last, beginning with meticulous cleaning of both the silver bar and the gold leaf. With the fusion successfully achieved came the really difficult task of beating the gilded bar into leaf. The bar would be put on a special anvil in a wooden frame shaped according to whether it was going to be flattened lengthways or sideways. Often the bar had to be annealed several times before it reached a certain stage when it could be folded.
The beating continued until the double leaf reached the desired size. The leaf was never beaten on the gilded side, which throughout was protected between layers of paper or fine cloth or parchment. Sometimes, despite the most careful preparations, the gold would turn matte and the work would then have to be scrapped. When the beating was successfully accomplished, the thin gilded leaves of exactly similar size would be handed over to the women cutters, whose expertise with their curiously shaped scissors turned the leaf into not quite millimetre wide lamella ready for spinning around a core.
According to Biringuccio, the secrets of wiredrawing were well known by the middle of the sixteenth century. His description tallies with those published by Tomaso Garzoni in his trades encyclopedia of 15868 but both are quite short. More detailed descriptions were given by the technical writers of the eighteenth century.
Just as with the making of beaten gold leaf and gilding, it was essential for wiredrawers to work with clean and pliant metals. The least omission or mistake could result in having to stop and melt the whole lot down.
Gold wire-drawing fell in three parts, each requiring special tools. The work began on a coarse pulling machine with a gold or gilded bar about eight inches across. The bar was first hammered into a rounded shape at the top and then pulled until it had a diameter about the size of a little finger. Next the rod was transferred to the pulling table where it was further reduced to the size of a fine knitting needle. The third part consisted of pulling this wire through the ever-reducing holes of a drawplate or series of drawplates set between two turntables. Different purposes required different thicknesses, with the finest being like hair. The plates needed continuous maintenance, especially for the finest qualities, because the hard wear received could quickly change the size of the holes.
Except for minor improvements, there is very little difference between the tools used in the sixteenth century and those of the eighteenth century. An illustration from the 1559 edition of Biringuccio’s Pirotechnia show the coarse pulling machine, the pulling table and the drawplate with the wire held in suspension between the turntables. Comparisons made with the illustrations shown by Johannes Samuel Halle in Der Goldratzieher of 17619 and Lejisugo’s Vollkommener Bericht of 1744 shows little difference.10 The first two depict the coarse pulling machine and the pulling table, the third a man working the turntables with the drawplate between.
Wire drawing had been done from the fourteenth century in Germany at Nuremburg, but apparently not of gold and silver wire, owing to the different skills involved in comparison with other metals, and possibly also because of different demands. It was not until the late sixteenth century that an attempt was made in Nuremburg to set up a manufactory of drawn gold and silver wire.
Round wire reflects relatively little light; to match beaten gold in lustre, it had to be flattened first.
Flat Cyprian gold wire may have been exported already by about 1200 but the method by which it was flattened to achieve comparison with or battu or Insegold remained a secret for a very long time. For more than 500 years after its invention, there was no literature that concerned itself with how it was done. It is not mentioned in Biringuccio’s Pirotechnia of 1540, although this was compiled at about the time Cyprian textile workers began to settle in Venice, nor in any other place until the middle of the eighteenth century, when the art of flattening thread had become a relatively common occupation, not only in Italy, but in France and Germany as well.

Wooden tool for winding gold. Courtesy of the Karen Finch Archive.
The methods and equipment are first described in the work by Lejisugo of 1744 and then in the work by Halle of 1761. They describe a machine consisting of a solid square wooden frame bearing two steel rollers hung in round iron shafts, and with the lower one turned by a crank. The steel rollers were set independently, and pressure could be exerted from a lever set above as well as by heavy weights hung below. When the crank was turned the wire would come off one bobbin onto a steel spring, from where it could glide between the rollers and come out on the other side flat and lustrous and ready for winding onto another bobbin. It all seems very simple when looking at the machine as depicted in Plate IV of Halle’s Werkstäte der Heutigen Künste,11 but every aspect of the work required enormous care by the operator. Before it could commence, the rollers had to be polished to a mirror finish and this could be painstaking to achieve because it was essential to stop polishing whenever the rollers began to heat up. Only a very limited amount of wire could be processed at the time, and even with the utmost care of every detail, problems could arise, which might spoil the rollers as well as the wire – and rollers were very expensive to repair because their composition remained an industrial secret, so this could only be done by the manufacturers.
Besides the regular drawn wire in its various qualities, embroiderers everywhere came to rely heavily on the various types of canetillé effects, such as bullion, frison and frisure, as well as sequins made from drawn gold and silver wire. Bullion was a spiral made by twisting a cut length of wire around and around a long needle to form a coil about twelve inches long. To stitch, the bullion is cut into short lengths and threaded onto silk. Frison is a flattened spiral coil stitched in place through the resulting loops. Frisure is a matte gold spiral coil made in several thicknesses. It is used in the same way as bullion but is usually a bit more solid. Sequins are small rings of gold wire flattened with a special hammer. They are stitched through the hole formed in the middle. These effects were especially eye-catching when made from flattened wire and this too had been an incentive to learn about the roller technique.
To learn about the processes involved in spinning, we need to consult other sources and to keep in mind that spinning yarns of any kind changed very little until the invention of spinning machines in the eighteenth century.
The first published description of gilding came out in Venice in 1540, the year after the death of its author Vanoccio Biringuccio, who was born in Sienna. His Pirotechnia gives a detailed account of the processes involved in making drawn and beaten gold for gold thread. It was reprinted several times and provided some of the sources for the encyclopedia by Tommaso Garzoni published in 1586, also in Venice. Garzoni’s descriptions give a good account of gilding methods but contain very little information on wiredrawing and spinning.
The first full account of all the processes of making gold thread was done by the Jesuit Étienne Binet, who under the pseudonym of René François published a book on natural history and technology in Rouen in 1622.12 Étienne Binet obtained his information from the artists and makers of his time and presented their contributions within the framework of his own extensive technological knowledge. His description of the fabrication of spun gold thread, gilded on the outside only, tallies with that described by Herr Lambertus for insegold. The gilt-lamella spun thread then worked in Paris is given a short mention in relation to that worked in Milan, which is considered of better workmanship. The part which describes the spinning of gold thread is in Chapter XXV and may be translated as follows:
The final purpose of this great and elaborate work [making the gilded lamella for spinning around a silk core] is the fine and polite illusion of making a gold thread that will cover 200 times as much silver and silk as its weight in gold and yet seem to be made wholly of gold. The spinner holds the end of a skein of yellow silk placed on a bobbin stand in front of her and wears a thimble with several lateral grooves on her left index finger. In one of these grooves is placed – silverside down – a gold lamella. With her right hand the spinner keeps the spindle in motion while spinning the lamella around the silk. The lamella is spun so close that it covers the silk core with no sign of either its silver underside or the silk. All is made into an entity so firm and so thin that it appears as gold only even though the silk thread by itself was thicker than this new gold thread, which is pressed together with spindle and thumb.
Anyone who reads this description will know that it is given by a person who with his own eyes has seen the work being done, but also that some details must have appeared too trivial to mention. The silk that made the core, the soul of the yarn was not spun thread, but dyed floss silk, that became lightly spun along with the gilded lamella while gliding through the grooves of the thimble.
The lamellae came in lengths of about 30 centimetres and would have been hung over a rod to the left of the spinner, carefully put in order for spinning so that they could be quickly replaced as the work progressed. The spinner would have placed her middle finger over each new piece put in the groove until it was released into the spin. The grooved thimble should be seen as a development since earlier times when fingers and manual dexterity in handling a drop spindle were the only technical aids. The grooves would have helped to keep the thin and immensely narrow lamellae from twisting as they would have done were they simply gliding over the left forefinger with no groove to guide the middlefinger. For spinning without a thimble, the spinner would have held her left hand with the back uppermost, so that the silk thread passed on the right side of the index finger to be kept in position by the hanging spindle which was kept in motion by the right hand.
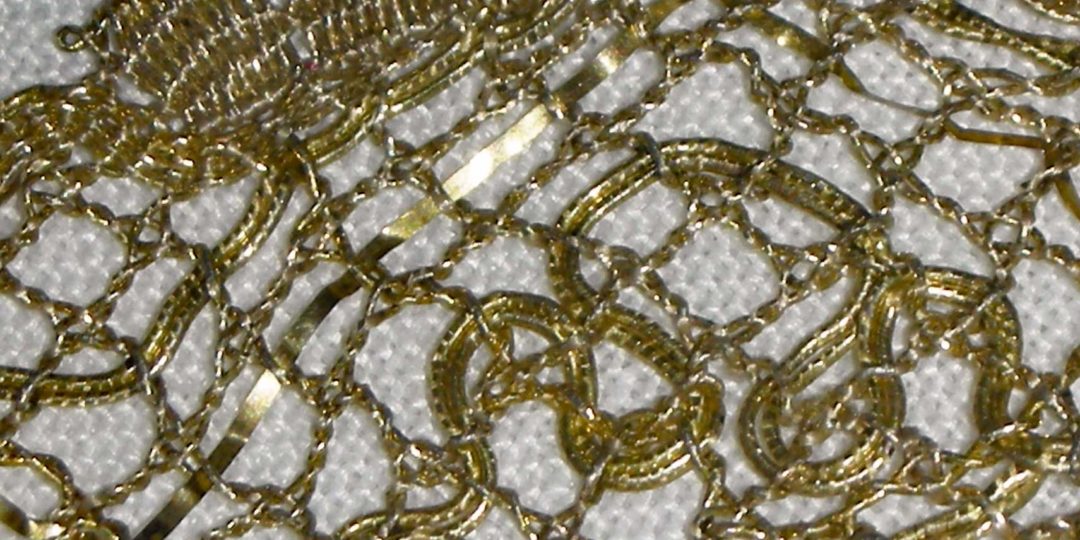
Cologne is the gold thread described by Herr Lambertus as having “under it a white membrane.” In the nineteenth century, this description led to several forms of research to find out how it was made. The riddle was eventually solved by Dr W. van Miller and Prof. Dr C.O. Hartz in Munich. They investigated a number of samples provided by Dr Franz Bock and in 1882 completed their work by reproducing the technique. Their research established that the intestine used was the submucosa of large cattle and that the gilding was done with gilded silver leaf. The soul or core around which the subsequent membrane lamella were spun was either linen or hemp. Dr Franz Bock in his Geschicte der Liturgischen Gewänder des Mittelalters13 confirms that linen or hemp was generally used, but in Kunst und Gewerbe XVIII (1884)14 he describes a find dated to the twelfth century where gilded membrane had been spun onto a yellow silk core.
Lamella of gilded membrane is mostly found in Iranian and Far Eastern textiles. One authority on this subject was Prof. Josef Karabacek, whose work was based on the examination of a very large number of medieval Asian pieces.15 He claimed to have found only two types of gilded lamellae during this research: gilded membrane and very fine gilded leather which was considered by Frederick Bock to be Egyptian. Gilded membrane or leather is never mentioned in medieval European sources. Nevertheless, it was commonly sold in Italy and Germany and may be found in Italian fabrics from the twelfth to the sixteenth century. Two twelfth century pieces from Palermo were depicted in Kunst und Gewerbe.16 Membrane gold thread was widely used during the fourteenth and fifteenth centuries in the towns along the Rhine, especially in Cologne, where it was used on ecclesiastical vestments and armorial embroidery. The name Cologne gold may stem from its popularity there.
The methods used in China and Japan for spinning gold thread made from gilded paper are described by J.J. Rein in his book on Japan published in 1886.17 He writes that the core of cotton or silk is placed to run horizontally over a wooden stand with the spindle hanging down in such a way that the gilded paper lamellae will grip into the twist, when held with the paper-side against the spinning thread. The lamellae are about 24 centimetres long and as each one is taken into the spin, a new one is put in place. This innovation makes the only difference between the spinning techniques of medieval Europe and the Far East.
The paper used was kozo, a pale creamy yellow with a lustrous silk-like surface. It is very thin, lightweight and strong, and was produced in sheets 24 centimetres long by 16.5 centimetres wide. One hundred sheets weighed no more than 45 grams. The sheets were prepared by being brushed over with a solution of raw lacquer (ki-urushi) and sulphur (iwo) before gilding with leaf gold. Cotton balls were rolled over it to smooth down the gold and make it adhere. When the sheets are ready, they are cut into lamella called kin-shi, not by hand but on a machine, and are then spun as described earlier.
Besides kozo paper, the Japanese use a similar type of paper called gampi made from the bast layer of Wickstroemia canescens. Kozo is made from the bast of the paper mulberry tree (Broussonetia papyrifera) originally grown in Malaysia and China from where it was later exported to Japan. The use of this paper suggests that gilded paper thread was a Chinese invention when it was first made. From where it came to Germany is not known – most likely via Italy – but it could have come through the Hanseatic trade with Russia, which had connections south of the Caspian Sea, traditionally one of the chief areas of the Persian silk manufacture and its attendant industries. In Europe, it was not known until the late Middle Ages; it was always rare and only seen in Eastern Asiatic fabrics. In the seventeenth century, French sources describe gilded paper thread as or d’herbe, and an Englishman, William Lewis, gave it much praise in his book on the history of gold.18
It may be significant to the dating of the technique, that it was neither mentioned by Marco Polo who made such detailed observations of the dress worn at the court of Kublai Khan, nor by the Registrar of the 1295 Papal inventory, who catalogued a number of Eastern Asiatic textiles. These facts could suggest that gilded paper thread only came into use after the fifteenth century. Sofus Larsen suggests that gilding on paper may be seen as a successful and quite late copy of the Sassanian gilding of animal membrane.
Sofus Larsen ends this chapter by describing how the Greeks learned about gold-worked textiles from the prizes of war brought back by the army of Alexander after the fall of Persia. Persian and Babylonian weavers had long before begun to fill the vast stores of Eastern courts with costly excesses of precious garments made from silks woven with figured designs or embroidered with gold and silver and precious stones. From these stores might be chosen extravagant presents to be given as honours to outstanding persons – much as honours or titles are given today. This tradition, that also served to spread the fame of the productions, became common at all Eastern courts. Through prizes of war, presents and exports, the skills of the East were emulated by the craftsmen of Syria and Egypt and in particular of Byzantium, where both designs and techniques continued to develop, even under the restrictions eventually imposed by the Imperial edicts meant to protect their industries, but which undermined and, in the end, destroyed their economic foundation. When the craftsmen of the East came to work in Italian towns, their skills as we have seen, began to disseminate throughout Europe.19 But that is another story.
Footnotes
-
Hans Hildebrant (1879) Sveriges Medeltid: Kulturhistorisk Skildring. Stockholm: P.A. Norstedt & Söner, Part I, p. 563. See: https://archive.org/details/sverigesmedeltid01hild/page/562 ↑
-
Lodovico Antonio Muratori (1739) Antiquitates Italicae Medii Aevi…, Tomus Secundus [Vol.2]. Milan: Ex Typographia Societatis Palatinae in Regia Curia Superiorum Facultate, cols. 374-75.
“De fila aurea facere. Quomodi petalum fiet ad fila aurea auro bonum sicut metrum,, batte lamina longa, & gracile; quando per longum battis, plica eam in unum super unum; & sic eas battis: sed plectaturas non battis. Et postea aperis aurum per medium, & amba capita non battuta in medio veniant; & batte, & cum ala eum divide. Et post debeas adplanare cum matiola lignea, & de solum unum debeas facere tres petalas. Et post tolles forfices bonas suptilissimas longas & graciles; & circina illum usque ad sanum, & plica unum cata unum petalum: & continua illa cum contena afferrea. Et tota sic similiter fieri debet. Et tolle carbones minutos. Adprehende illos in focario. Et debeas mittere tota petala into modico & sabata, & quale ut tota scadata fiat. Et habeas aquam paratam: & bersa super, ut adluminentur se ipse petala. Et post tolle dragantum mundum: & diligenter pista illud in mortario; & sal equis ponderibus. Et frica cum aceta aceto extemperasce, indue per petala de ambis partibus equaliter cum pinna, & in focarium scalda per modicos. Sic coloratura aurum. Et cum aquam munda laba: & divide eum, & adsucca; & post capela pila ….. XII. tremisses pensent ad ….. & ad aurum textum gracile, ut XV. Tremisses pensent. Et ipsa fila longa palme III. Et petala sic esse debent.”
https://books.google.co.uk/books?redir_esc=y&id=l25mAAAAcAAJ&q=fila+aurea#v=snippet&q=fila%20aurea&f=false ↑
-
Herman Kühn (1985), in Conservation and Restoration of Works of Art and Antiquities (London: Butterworths), states: “Dragon’s blood is a red resin soluble in alcohol that comes mainly from the rattan palms (Calamus spp.) native to Southeast Asia. Dragon’s blood resin from other trees, such as the dragon tree (Dracaena draco Linn.) of Teneriffe and that of Socotra (Dracaena cinnabari Balf. f.), was known in the Near East in very early times. The Roman writer Pliny the Elder calls it cinnabaris, which has given rise to much confusion with cinnabar.” See also: Conservation and Art Materials Encyclopedia Online: http://cameo.mfa.org/wiki/Dragon%27s_blood ↑
-
Émile Molinier (1882) “Inventaire du trésor du Saint-Siége sous Boniface VIII (1295)” Bibliothèque de l’École des Chartes: Revue d’érudition consacrée spécialement à l’étude du Moyen Age, 43, pp. 277-310 & 626-46. https://gallica.bnf.fr/ark:/12148/bpt6k12418t ↑
-
1295 Papal Inventory. Aurum Platium: no. 1005. Aurum Filatum: nos. 813, 815, 831, 833, 880, 881, 891, 944, 965 & 1032. See, for contextualisation, Christiane Elster “Inventories and Textiles of the Papal Treasury around the Year 1300: concepts of papal representation in written and material media” In: Thomas Ertl & Barbara Karl (eds.) Inventories of Textiles – Textiles in Inventories: Studies on late medieval and early modern material culture. Vienna University Press, pp. 25-56. Portions of this essay are available online from Google Books. ↑
-
Vanoccio Biringuccio ([1540] 1559). De la Pirotechnia. Venice: P. Gironimo Giglio. “Libro. IX. Del far l’oro in filo”, pp. 290-92. https://archive.org/details/bub_gb_TTQ6AAAAcAAJ/page/n583
See also in English translation, 1942, by Cyril Stanley Smith and Martha Teach Gnudi, published by The American Institute of Mining and Metallurgical Engineers. ↑
-
Etienne Binet (1632) Essay des Merveilles de Nature et des plus Nobles Artifices, 9th ed. Paris, chez Jacques Dugast, “Chapitre XXV. L’Or Battu, Filé, et Mis en Clinquant”, pp. 213-18. See: http://archive.org/details/hin-wel-all-00001889-001/page/n10 ↑
-
Tom[m]aso Garzoni da Bagnocauallo (1586) La piazza universale di tutte le professioni del mondo, e nobli et ignobli. Venice: Gio. Battista Somacho, “Filatori da oro, & argento” pp. 911. https://archive.org/details/bub_gb_VsYHi1IsrOsC/page/n1 The digitisation of this early edition is faulty and leaves a gap after p.911, but the 1601 and later editions are available from archive.org. ↑
-
Johann Samuel Halle (1761) Werkstäte de heutigen Künste, oder, Die neue Kunsthistorie, 1. Brandenburg & Leipzig: Johann Wendelin Halle & Johann Samuel Halle, p. 135. https://babel.hathitrust.org/cgi/pt?view=image;size=100;id=gri.ark%3A%2F13960%2Ft8cg66v44;q1=halle%20werkstate%20kunste;page=root;seq=159 ↑
-
Lejisugo (1744) Vollkommener gründlicher Bericht von Gold- und Silber-Draht-Ziehen, Vergulden, Platten und Spinnen, wie auch von Schmeltzung der Metalle allen Manufacturen, Silber-Treibern, Gold-Schneidern, Draht-Ziehern, Draht-Plattern, Gold- und Silber-Stückern und Posementirern. Lübeck: Johann Benjamin Rüdigern, p.124. Legisugo is possibly a pseudonym for J. Beckmann. https://reader.digitale-sammlungen.de/de/fs1/object/display/bsb10305162_00147.html ↑
-
Op. cit., Halle (1761), opposite p.160: https://babel.hathitrust.org/cgi/pt?id=gri.ark:/13960/t8cg66v44;view=1up;seq=185 ↑
-
Étienne Binet (1622) Essay des Merveilles de Nature, et des plus Nobles Artifices. 2nd ed. revised. Rouen: Jean Osmont, pp. 208-13. Larsen appears to have used two editions of Binet; the dates and chapter reference have been corrected here. See: https://archive.org/details/essaydesmerueill00bine/page/208 ↑
-
Franz Johann Joseph Bock (1882 [1856-71]) Geschicte der Liturgischen Gewänder des Mittelalters. Bonn: Henry & Cohen, pp. 42-49. The publisher given here is that of the earlier edition. ↑
-
(1884) Kunst und Gewerbe, XVIII, p. 136. ↑
-
Josef Karabacek (Ritter von) (1882) Über Einige Benennungen mittelalterlicher Gewebe. Vienna: published by the author, pp. 16, 19-20 & 32. ↑
-
(1885) Kunst und Gewerbe, XIX, pp. 64 & 224. ↑
-
J.J. Rein (1886) Japan nach Reisen und Studien, v.2. Leipzig: Verlag von Wilhelm Engelmann, pp. 460-61. This volume was translated into English in 1889 as: The Industries of Japan. London: Hodder & Stoughton. The relevant passage is on p.387. https://archive.org/details/industriesofjapa00reinoft/page/n7 ↑
-
William Lewis (1764) Historie des Goldes und der verschiedenen Künste und Gewerbe welche darvon abhangen. Aus dem Englischen übersegt von Johann Heinrich Ziegler. Zurich: Heidegger und Compagnie, pp. 45-46. https://reader.digitale-sammlungen.de/resolve/display/bsb10284130.html
William Lewis FRS (c1708-1781) was a British chemist and physician. The Historie is a translation of his Commercium Philosophico-Technicum; or, the philosophical commerce of arts: designed as an attempt to improve arts, trades, and manufactures, printed in London by H. Baldwin for the author in 1763. One can see from the relevant passage on page 62 that Lewis’ ‘praise’ is quite cautious: “One of our writers takes notice, that the Chinese, instead of flatted gilt wire, use slips of gilt paper, which they both interweave in their stuffs, and twist upon silk threads: this practice he inconsiderately proposes as a hint to the British weaver. Whatever be the pretended beauty of the stuffs of this kind of manufacture, it is obvious that they must want durability: the Chinese themselves, according to Du Halde’s account, sensible of this imperfection, scarcely use them any otherwise, than in tapestries, and such other ornaments, as are not intended to be much worn, or exposed to moisture.” See: https://archive.org/stream/commerciumphilos00lewi_0#page/n11/mode/2up ↑
-
Marcel A. Dieulafoy (1913) Espagne et Portugal. From the series: Ars una: species mille. Histoire générale e l’art. Paris: Hachette, pp. 1-26. Translated into English in 1919 as Art in Spain and Portugal. ↑
You are not currently logged in. Please log in or register for an account or leave a comment as a guest below.