A series of photographs of the Bolton Heald and Reed Works thought to date around 1913 was the subject of a short article that appeared on this website last year. At that time, it was difficult to find anything more than cursory coverage of heald and reed making in historical, technical or craft literature. However, two small volumes have now come to light, both part of the Textile Manufacturer Monographs series and by the same author, Ian Laird:
- Healds for Weaving (1949) Monograph no. 8
- Reeds for Warping and Weaving (1952) Monograph no. 11
A third volume on the ‘Technique of Entering-in Healds and Reeds’ was planned but never realised.
Little is known about the author. He contributed a twelve-part series of articles to the Textile Manufacturer on the subject of ‘Mechanical Warp Stop Motion’ between October 1944 and May 1946. This suggests that he may have been over the age of fifty-one during the war, and not subject to conscription. Given the depth of his knowledge on the subjects he covered, it can be conjectured that he had spent part of his working life in a firm that manufactured industrial weaving equipment. On the other hand, Laird contributed a lengthy series to the Textile Manufacturer between February 1947 and January 1950 on ‘Production Measurement and Production per Man Hour (PMH) in Weaving Sheds’. This points to his experience as a manager where he adopted work-study methods of scientific management, rather than remaining a technician or salesman. In February to March 1950, Laird took up the topic of reeds in the journal, dealing with the inspection of reeds for faults and wear, articles which later formed part of the published volume.1
In the preface to the volume on reeds, Laird acknowledges the encouragement and assistance of the journal’s editor, Alfred Dawber. Eldest son of a miner and a weaver, Dawber (1908-1977) began work at the age of twelve as a half-timer in the mule spinning rooms at Swan Lane Spinning Company in Bolton. He continued his education in evening classes, leaving industrial work in 1937 to take a position as editorial assistant on the Textile Manufacturer, for which journal he was appointed editor after returning from wartime experience in the Royal Air Force. With his working-class background, Dawber was in a position to appreciate contributions from men who were not formally educated but were possessed of valuable technical knowledge.
Although contributors to the journal were usually identified with their company, trade association, or educational affiliation, Laird was simply presented under his surname and initial. The difficulty of tracing his him in genealogical databases rouses suspicion that the name may be a pseudonym. His true identity might be lightly disguised; semantic similarities suggest the possibility of Ernest Lord, who from 1939 was a director of Joshua Hoyle and Sons Ltd., a firm with extensive weaving capacity running ten mills and holding 12,000 looms.2 However, this can only be conjectured at present. The author does hint of his experience with ‘the standard of perfection demanded by rayon yarns’, and presents knowledge of American and Swiss practice with regard to rayon weaving, implying time spent in the rayon sector. This is also brought out in the detail that Laird brings to his subject. For example, a tip on sleying satins notes that the only mode of sleying to prevent unwanted twill lines is to ‘enter the same number of ends per dent as there are ends in a repeat of the weave, minus one end, e.g., 5-shaft satin, sley 4 per dent; 8-shaft satin, sley 7 per dent, and so on.’3
The Textile Manufacturer monographs were attractively presented crown octavo paperbacks of 120 pages with paper wrappers; Laird’s volumes were priced at 4s. 6d., and 5s. respectively. They were of specialist interest and so did not receive widespread notice. The preface of Reeds was signed in April, and it was released by June when it was noted in the Dundee Courier (13 June 1952, p. 6) and the Manchester Guardian (30 June 1952, p. 3); and the publication received a brief but positive review in the Bradford Observer (24 June 1952, p. 3). Surprisingly, the Textile Manufacturer did not promote its own series in the pages of the journal. However, the book received attention in the Textile Mercury in July,4 and the Textile Recorder in October.5 Both concluded that it would be of considerable value to the practical worker in the weaving shed.
Historical development of mechanised reed-making
Laird provides only a brief historical overview of reed-making, crediting John Kay with the introduction of reeds with metal dents, and positing that at first these were made with round wire before flattened wire was introduced to improve directional strength and closeness of setting. He then proceeds to describe the operation of the ‘Devonport machine’, claimed as the simplest reed-making device, without further historical treatment. It is not known when the first such reed-making machine was made; it was not patented. However, it is likely that it was introduced during the second quarter of the nineteenth century paralleling the take-off of power loom weaving at that time.
At first, I assumed the machine maker was James Devenport (1802-1876)—later known as Davenport—who came to Rochdale in 1831 to join the machine-making firm of his uncle James Mason.6 He soon became manager of the expanding firm, and on the death of Mason in 1859, took charge of the company.7 However, a reed maker leaving business in 1856 possessed a ‘reed making machine, furnished with change wheels, &c., nearly new, by Mr. Devenport, of Bradford’, not Rochdale.8 This points to the Bradford reed maker Henry Davenport (c1807-1864) who was followed in the business by his son William Davenport (c1834-1892), reed, heald and machine makers of 4 Crampton Street, Little Horton. William’s brothers were in the related trade of machine making.
The reed-making machine developed by the Davenport family remained in use for over a century. In 1869, an advertisement addressed to reed makers sought ‘a first-class Man, who thoroughly understands Devonport’s machine’.9 In 1874, reed and heald makers were alerted to the sale of a ‘Heald Machine, by Davenport of Bradford’ indicating continued inventive activity.10 The widening geographical reach of the reed-making machine is evidenced by an 1890 advertisement from the Lurgan Weaving Company for a ‘Reed Maker, who can finish and is accustomed to the Devonport Machine’;11 and a second-hand ‘Devonport Reed Machine’ was sought by a Pudsey manufacturer in 1909.12 Laird’s book indicates that the machine was still in use in the 1950s.
Although not mentioned by Laird, the patent literature contributes some more names to reed making history. The American Jeptha Avery Wilkinson (1791-1873) of Providence, Rhode Island came to England where he patented his power-driven reed making machine on 23 August 1817 (no. 4162). He tried to set up his own business in Manchester but is said to have suffered an arson attack by traditional reed makers.13 Wilkinson leased the rights to Sharp Roberts and Co., where Richard Roberts (1789-1864) made improvements to the machine around 1821. Another inventor of reed making equipment was the engineer Charles de Bergue (1807-1873); he first patented a treadle-operated machine on 7 November 1840 (no. 8691). The treadles alternately positioned the reed wire and wrapped the twine while a screw device controlled the setting distance. His next patent of 24 July 1845 (no. 10,782) had probably more lasting importance; this machine flattened the reed wire, rounded the edges and polished it ready for use. De Bergue showed machine made reeds at the Great Exhibition and, in addition, steel wire for crinolines. He later specialised in much larger projects: bridge and railway building.
Finally, the stock-in-trade of William Gibbons, reed-maker of Witton was advertised for sale by auction in 1858. This included a set of reed-maker’s rollers by Dawes of Sheffield, and ‘one Reed-making Machine, on an entirely new principle…’14 Dawes has not yet been traced.
Laird on reeds, reed inspection and care

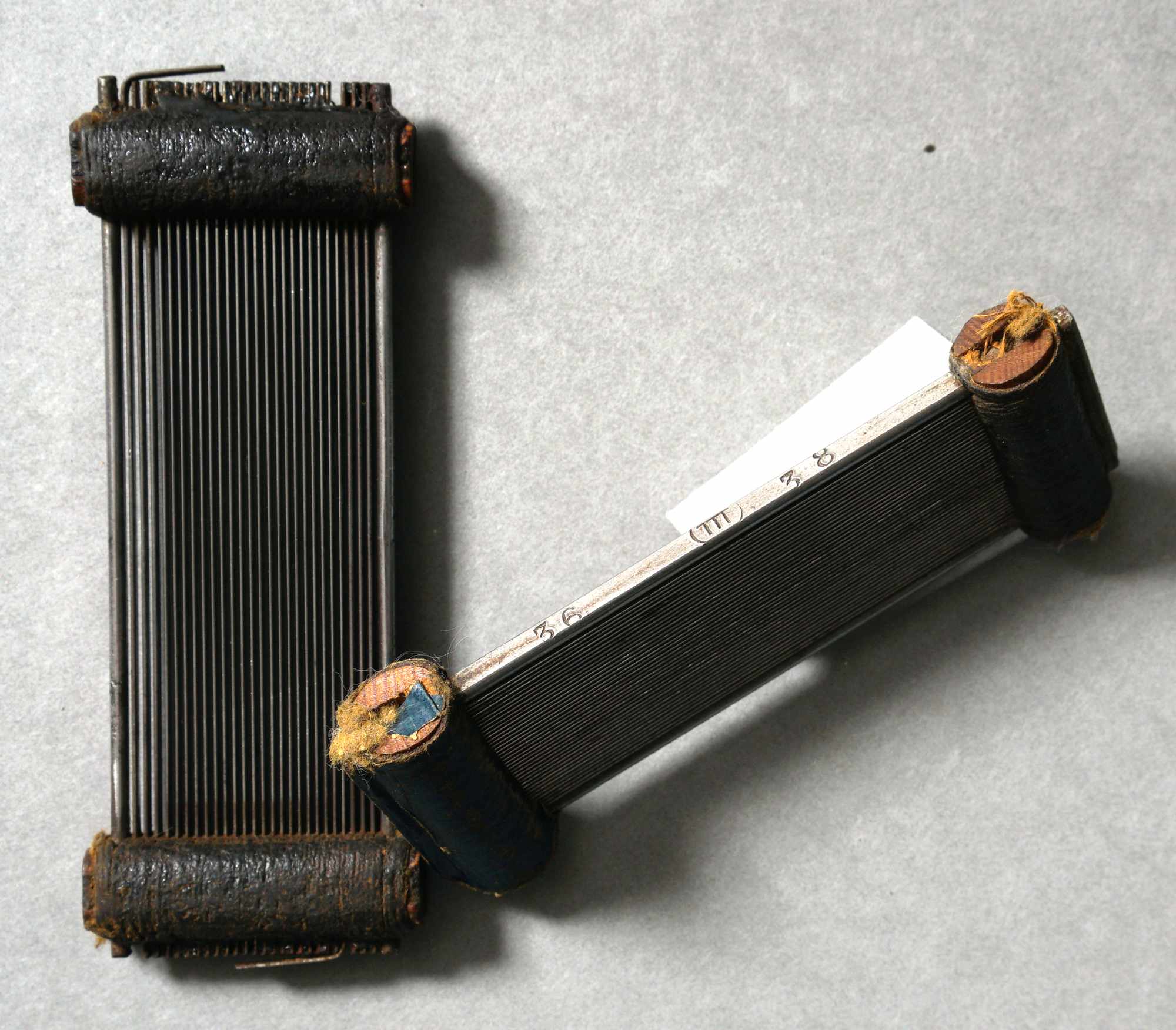
Laird thoroughly explains the pitch-baulk reed that was the type in general use in the 1950s. This was composed of parallel strips of steel wire (called dents), held between pairs of wooden ribs at top and bottom (the baulks), bound tightly to the dents by wrapping with pitched twine which also served to evenly space out the dents (see Fig. 1). Preparation of the wire was a highly skilled task involving flattening, straightening, rounding the corners, filing and polishing. Swedish tempered steel was favoured for the most demanding weaving jobs, like wire cloth weaving. Once materials were prepared, the Davenport reed setting machine was able to able to produce reeds at the rate of 250 to 300 dents per minute: feeding the wire, cutting it, wrapping the spacer twine, pushing the new dent in place and moving on the set distance for the next dent.
Laird’s list of the range of reeds in use is exhaustive and includes types for which all-steel reeds had come into use, especially for silks and fine fabrics exceeding 50 dents per inch. For these, the dents were held in place by wire wrapping and solder. The reeds for the heavy weaving of canvas hose pipes were an engineering job using bolts and spacers.
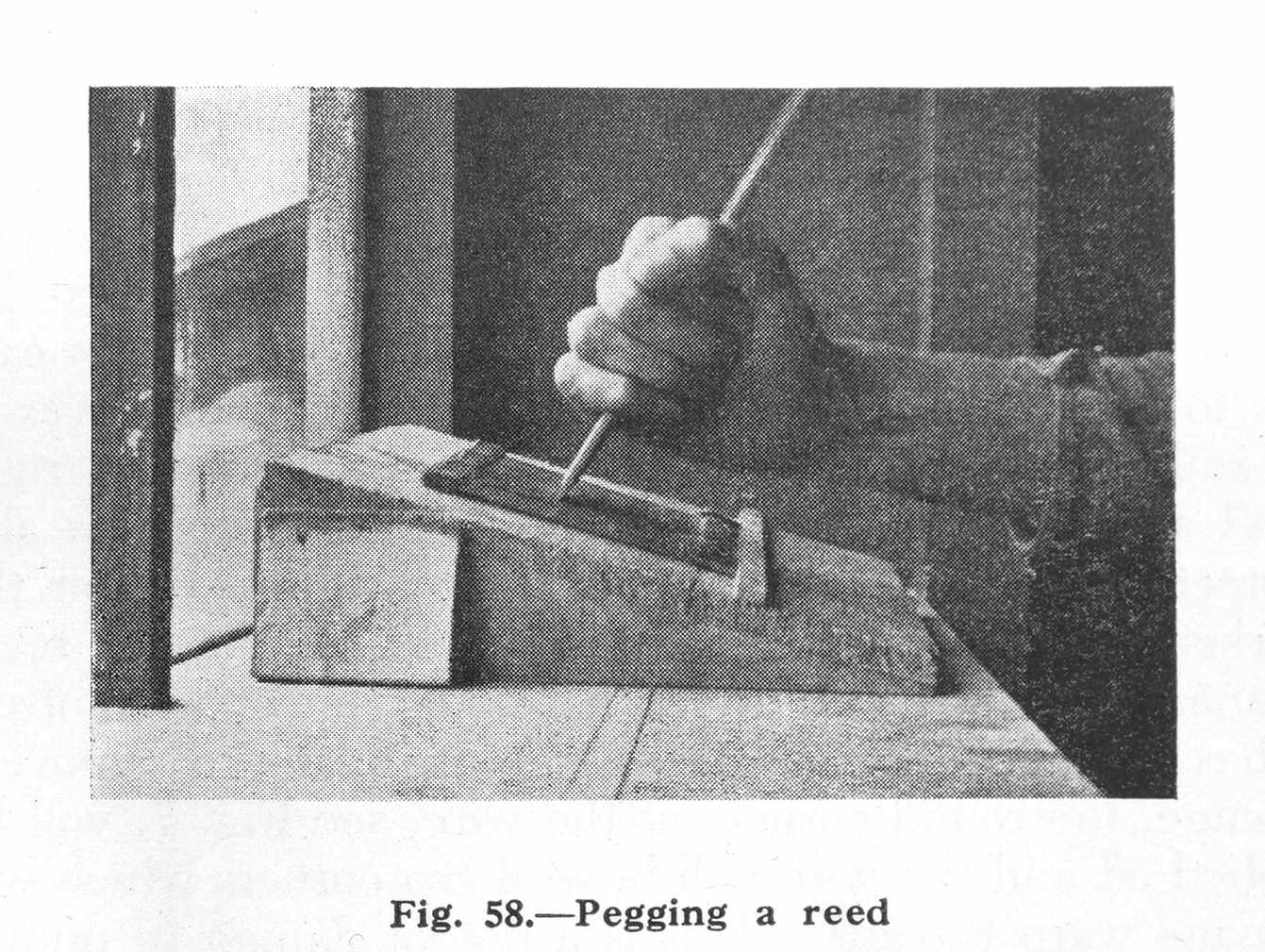
Laird advises that all reeds should be dated on the end pieces as well as providing the sett number (dents per inch). The handsome reeds Karen Finch ordered for her loom by the Danish maker Lervad are dated ‘12/53’, and have the sett and overall length clearly stamped on the metal ends.15 However, this advice may have been a counsel of perfection and does not seem to have been widely taken up by British makers. Dating informs the weaver of the length of time reeds have lasted. Writing of industrial weaving, Laird states, ‘The average time service of a weaving reed is from 3 to 7 years, but the actual time depends on the treatment to which the reed is subject, frequency of cleaning and repairing, and the storing methods.’16 He outlines methods of cleaning both off loom and on the loom, dust and damp being major sources of rust; and with wear inevitable given each reed wire was rubbed by shuttle 20 million times per year in an average mill.17 Simple brushing and oiling was sufficient for coarse reeds, but fine reeds required in addition pumicing and pegging—the latter done with a sharpened softwood stick formed into teeth that polished the inner surfaces of the reed wires (see Fig. 2).
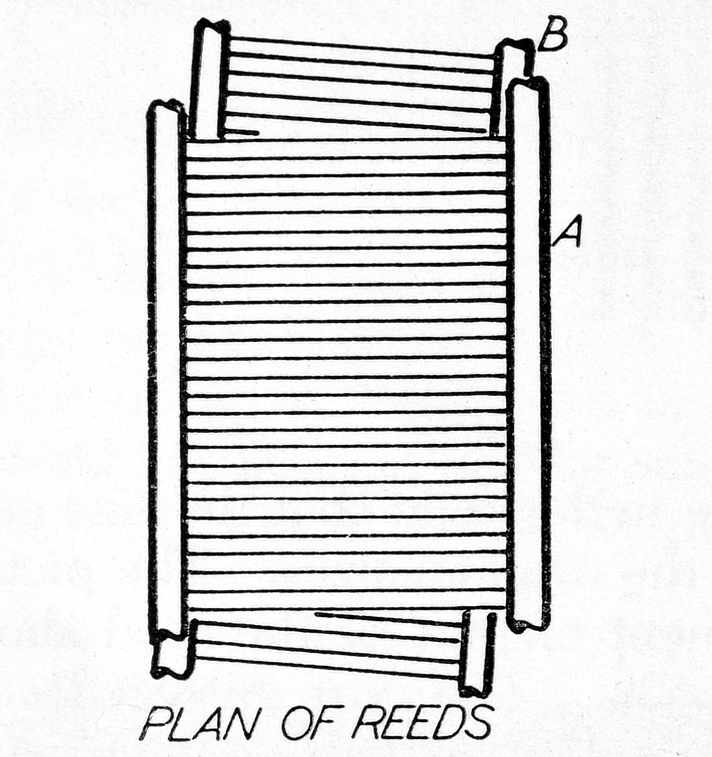
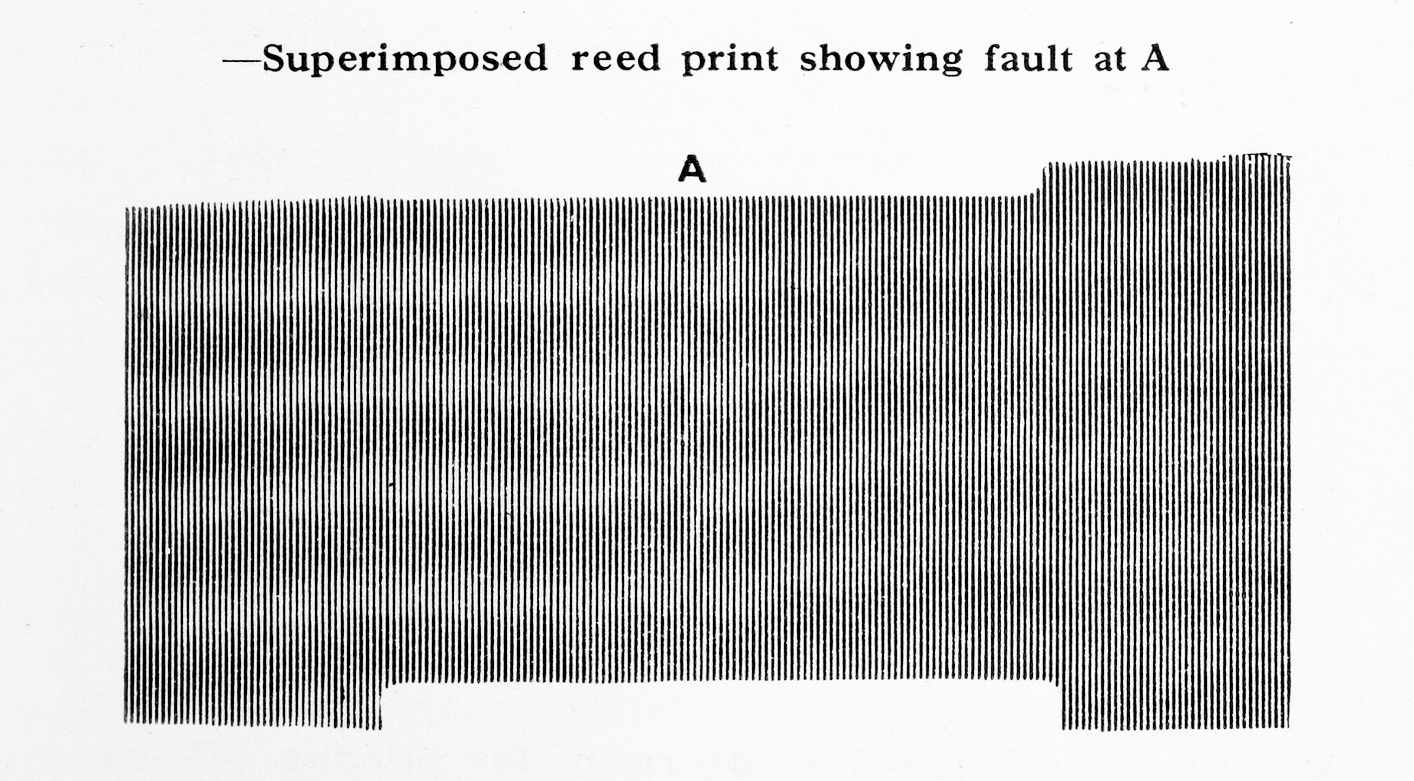
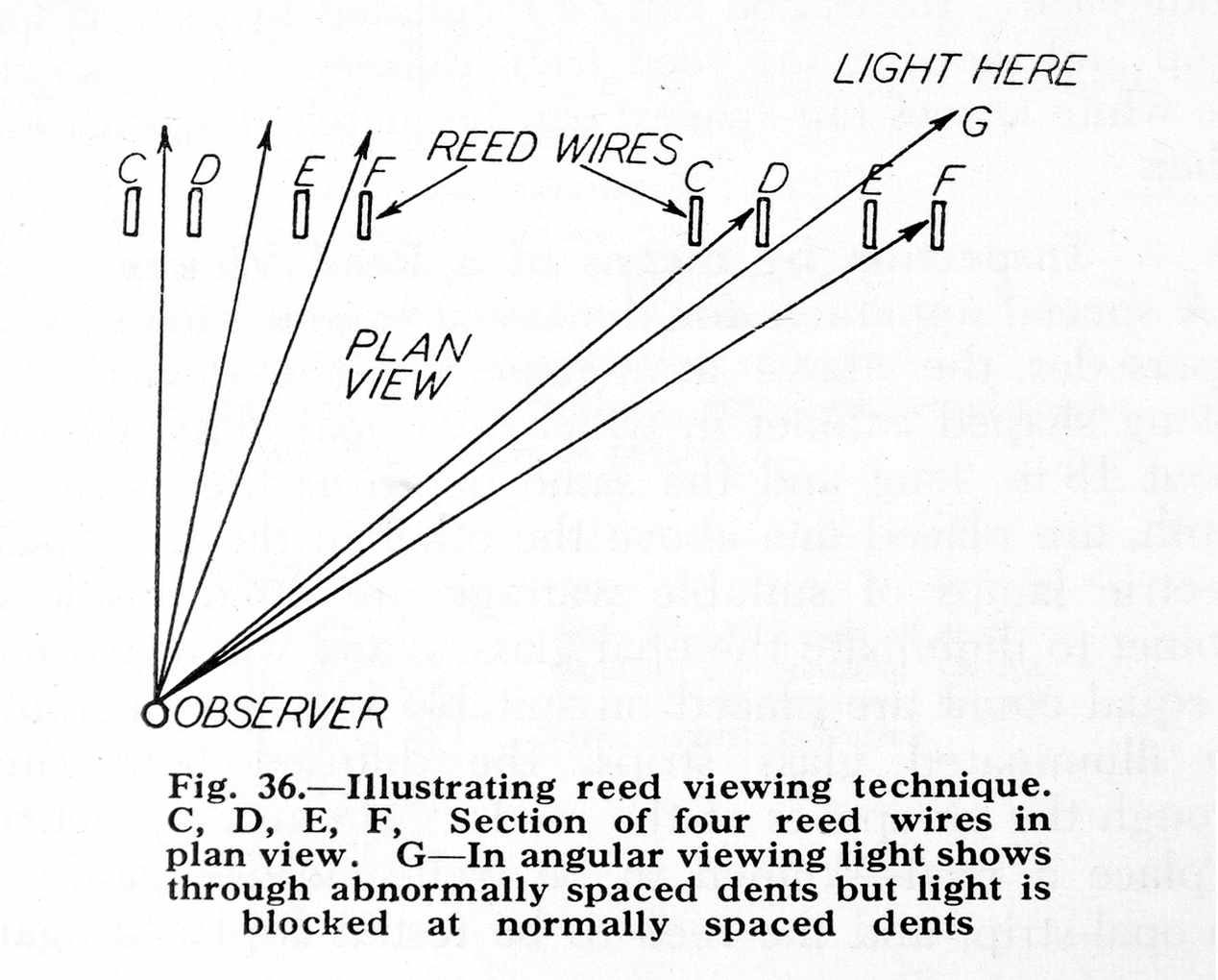
Inspecting reeds for faults and damages was a crucial task to ensure even weaving, especially with fine cloths and delicate fibres (like silk and rayon). Laird describes photographic and micrographic methods of inspection. However, simpler visual means probably used by generations of weavers are also noted. These rely on using a reed that is known to be evenly set as a grating over the reed being inspected; when held to the light, moiré lines are seen, and breaks in the moiré pattern indicate faults in spacing (see Figs. 3 and 3a). Similar moiré patterns can be observed in the loom by viewing the taught warp threads through the reed. Another method is simply to view the reed from the angle where one wire just blocks the light passing between it and the next wire; any larger spaces will allow light to pass through and be seen as white against black (see Fig. 4). A chapter on the multiple causes of damage, and the types of repair possible is too detailed to review here. Figure 5 shows (at the left) a narrow-weave reed repaired by insertion of new wires. Finally, a chapter on reed calculations explains how to judge the shrinkage that occurs in weaving for the selection of the appropriate reed sett, and also the complexities of conversion between the various localised ‘porter’ systems of reed counts.
Reed making described
A group of reeds salvaged from the long-established gold lace weavers, Hand and Co. of London,18 some with lace attached, span setts from 16 up to 45 dents per inch (sees Figs. 5-7). All of the pitch-baulk type, the ends are stamped with both the sett number and the total number of dents. Three maker’s names are found on reeds that preserve old-style framing: H. Forster, I. Tillett, and Spencer. The latter is assumed to be the firm of Hartley Spencer of Burnley. Hartley Spencer (1827-1910), son of a power loom weaver, founded the reed and heald-making firm in the 1860s, which was continued by his son James Spencer (1858-1937), and grandsons Fred Spencer (1883-1969) and Hartley Spencer (1886-1970).


Observations made during a visit by the Nelson Textile Society to Hartley Spencer Ltd. in November 1937 were published in the local newspaper, giving us a non-specialist’s description of the reed-making process:
We then proceeded to the reed making room. We saw the wire, which was round, being passed through different mangle machines which flattened it and trimmed it to the required width and thickness, then was passed through polishing machines, until every trace of roughness or sharpness was taken off. It was then ready for the reed maker. His machine resembled a long lathe. From the back to the head-stock, he had prepared the baulks, which were long strips of wood, half moon in shape, two for top and two for bottom, to hold the reed wire. These woods were set the requisite distance apart for the depth of the reed wanted. At the front of the head-stock, twine treated with melted pitch, was passed around the baulks. When the machine was running, the reed wire fed from a drum behind, was passed between the baulks, and when through, turned over, twine wrapped around, and then beaten up, and the wire cut off, and the baulks drawn forward the distance determined by change wheels, the whole operation being done so rapidly, that one wag made the remark, “Why, it’s a lot faster than weaving.”
From this machine the reed was then cut to the width for the particular width of loom intended for, then thicker wires inserted at the ends, with the counts of the reeds stamped on them. Then they were wrapped with coloured paper round the baulks. Manufacturers specify their particular colours to facilitate finding reeds of particular counts when in their racks etc. The reed is then hand handled by a finisher, who ensures that the reed is as near perfect as humanly possible.19
Conclusion
The more we know about reeds, the more their profound importance becomes apparent. Laird estimated that over 400,000 reeds were in everyday use in the looms of Great Britain in 1950. Quality cloth production relied upon their precision making, and replacement when worn out. Here, we can marvel even more at the cane reeds in use for centuries before the introduction of steel wires, and the means by which such natural materials were ‘engineered’. A closer inspection of Karen Finch’s cane reeds must await a further article.
March 2023
Footnotes
Laird, I. ‘Uneven spacing of reed wires’, Textile Manufacturer, 76(902) (February), pp. 69-72; 76(903) (March), pp. 129-133; ‘Loom motions for operating the reed’, 76 (905) (May), pp. 231-233; ↑
Skinner’s Cotton Trade Directory of the World 1941-42, 19th ed. (Manchester: Thomas Skinner & Co., 1941), p. 292. ↑
Laird (1952), p. 64. ↑
‘Textile Bookshelf’, Textile Mercury, 127 (11 July 1952), p. 69. ↑
‘For Your Bookshelf’, Textile Recorder, 70 (October), p. 94. ↑
Rochdale Observer, 7 Feb 1914, p. 14. ↑
By 1861, the firm employed 490 men and 191 boys at its Globe Works in Drake Street. He acquired considerable wealth, building a mansion on a large estate in 1866, and leaving around £180,000 in his will. ↑
Preston Chronicle, 20 Sep 1856, p. 8. ↑
Manchester Courier, 8 Sep 1869, p. 2. ↑
Manchester Courier, 25 Mar 1874, p. 2. ↑
Lurgan Times, 19 Jul 1890, p. 3. ↑
Manchester Courier, 21 Jun 1909, p. 2. ↑
Elkinson, Rev Israel. Memoirs of the Wilkinson Family in America (Jacksonville IL: David & Penneman, 1869), biography XX. ↑
Blackburn Standard, 3 Mar 1858, p. 1. ↑
Anders Lervad and Son of Askov, Jutland, began making looms in 1895, using kiln-dried Danish beech finished to furniture standards. ↑
Laird (1952), p. 65. ↑
Laird (1952), p. 85. ↑
In 2001, Matthew Hand and Co. merged with Stanley Lock to become Hand and Lock. ↑
‘Interesting Visit to Messrs. Hartley Spencer’s of Burnley’, Nelson Leader, 3 December 1937, p. 13. ↑
I came across a display of reeds in a display at a former linen factory in Dungannon Northern Ireland. The reeds on display were made by W J McLoughlin & Sons, Reed Manufacturer, Lurgan. My great grandfather was a reed maker in Lurgan so this ties in with your reference to an article in the Lurgan Times. His sons served their time as printers as as did my father and uncle, both of whom worked in the newspaper industry. My father worked at the Lurgan Mail which became the successor to the Lurgan Times. Quite a coincidence. I always wondered what a reed maker did so your article has shone some light on the process.
Dear Mr Ferguson,
It was so interesting to read your comment on the reed article. It adds another dimension to the information imparted in the article, so thank you very much. We’ll alert the author of the article to your comment.
Regards,
Katrina Finch